

The boiler room is probably the most important location in any facility. Without steam or hot water, most processes would not function, people would be cold, electrical grids would blackout, and surgical instruments could not be sterilized. We often imagine a boiler room in a basement or a dark and damp space that is neglected. In many cases, this is true. Boiler rooms often contain way more than just a boiler, yet most people are unaware of what it takes to keep a boiler running.
Boiler rooms are prone to explosions if they’re not properly operated. To prevent this scenario, we have, for years, taken the minimal steps to monitor the flame of the burner as well as the water level and pressure within the boiler to ensure we don’t cause a life-changing event. However, what if we could not only monitor the flame and water level but every other facet of the complete boiler room and share all the data it encompasses to those who need to know?
Fully integrated controls
Fully integrated control systems offer a centralized data collection and control hub for the boiler room. From monitoring the flame signal to controlling the level in the deaerator, these boiler/burner-specific programmable logic controllers (PLCs) offer a flexibility into the operation of a boiler room that more and more companies are demanding from equipment manufacturers. PLCs allow customized solutions for each boiler room and beyond, as each end-user’s requirements may differ from the next.
When we talk about integrated boiler room controls, we are looking at each aspect and piece of equipment and how it all ties together. The data we collect can not only prevent accidents and allow a system to run more efficiently, but it gives us a better understanding of how the boiler room affects the rest of the facility. Assume we have a steam system we use for process heating. Let’s see how integrated boiler room controls can play a large part in the success of the boiler room.
The primary piece of equipment we have is a steam boiler. It’s just a pressure-rated vessel that contains a certain amount of water that will be converted to steam using heat transfer from a burner. On the boiler, we have a water level indicator, which could be a sight glass, probe assembly, float assembly, differential pressure transmitter, or a combination of these. Water level is one parameter we would want to not only monitor but control using a PLC. We can use these devices to set high and low limits of the water level, alarms for low- and high-water levels, and to control the incoming feedwater to maintain the desired level.
The burner is another critical component of the boiler room, as it provides the heat used to make steam in the boiler vessel. There are several aspects of the burner we need to monitor and create alarms for. Every burner needs to have a flame safeguard, which monitors the presence of a flame during run cycles and the absence of a flame during off cycles. With a PLC integrated into a boiler room, we can monitor not only these items but other items, such as manifold pressure, gas pressure, flame strength, damper and gas valve position, limit and safety device status, etc. When monitoring these aspects of the burner, and even controlling the ratio of gas and air to the burner, we can maintain an efficient combustion of a burner in a safe manner while providing this important information to our end users.
A deaerator or feedwater system is also a large part of a boiler room. It stores, heats, and tempers the water to be used in the boiler to make steam. The main purpose of a deaerator is to heat the water up to a high enough temperature to release the oxygen molecules from the water and vent them to atmosphere. The nice thing about heating water for a boiler is the fact that when water enters the boiler at an elevated temperature, it prevents thermal shock to the boiler and requires less energy to heat the water to the desired temperature and steam pressure within the boiler. As we integrate the deaerator into our PLC system, we can look at, monitor, and set alarms on several specific conditions of the deaerator, such as water temperature, incoming steam pressure, water level, pump status, and pump discharge pressure. We can also utilize the PLC system to control how our pumps operate, when they operate, and for how long. All of this can be achieved when a PLC system is integrated into a boiler room.
There are several other aspects of the boiler room most people may overlook, such as water softener operation and city water pressure. Without the proper water pressure, the water softener could fail to soften the water that is being used in the deaerator and boiler. This could cause hard water to scale up the equipment, hindering heat transfer and significantly reducing the system’s energy efficiency. With a fully integrated boiler room, alarms can be programmed to alert operators and plant maintenance of a pressure drop or failure in the water softener system. If a water flow meter is installed on the water softener, we can use that information and compare it to a steam flow meter to help calculate the estimated condensate return to the boiler room. Every gallon of condensate returned contains Btu that the boiler does not have to transfer. The condensate is also water that does not require being softened or treated. This saves energy and reduces chemical treatment costs.
Some of the more intricate functions of a fully integrated boiler room is equipment that helps maintain, and even improves, the system’s overall operation and efficiency. For instance, draft control on your exhaust stack can help maintain a desired backpressure on the burner, so during combustion, the flame is firing at the proper area within the firing chamber. Too much or too little back pressure can have adverse and often physically damaging effects on the burner and boiler vessel. This can be monitored and controlled by the same PLC integrated within the boiler room.
One final suggestion and use for a PLC system is to collect various data points and calculate efficiency. Using the O2% in the flue gas of the boiler, flue gas temperature, and ambient air temperature in the boiler room, the PLC can calculate true ANSI/Air-Conditioning, Heating, and Refrigeration (AHRI) combustion efficiency as well as calculated CO2. Another example of calculated efficiency would be to compare the calculated Btu input via gas flow meter and compare it to the calculated Btu output via a steam flow meter. This will tell you how well a vessel exchanges heat.
To go along with efficiency, PLCs can be used to monitor economizers, variable frequency drive (VFD) integration of blower motors, and feedwater/transfer pumps. Monitoring economizers will show a fuel savings calculation. Monitoring and trending VFD performance can shine a light on electrical savings. PLCs can be used to not only calculate dollar savings associated with utilizing these items but also provide preventive maintenance (in lieu of corrective maintenance) information that will allow the operator to diagnose issues before they become serious problems that may affect plant operation/reliability. Regarding hot water heating systems, PLCs are very good at managing and optimizing the operation of combination condensing and noncondensing boiler rooms, thus maximizing efficiency and equipment life of both types of hot water boilers. As our technology advances, so does our grasp and control of the complete boiler room. We are now able to look at the boiler room entity with boundless possibilities and data to be used as we desire.
Director-SCS
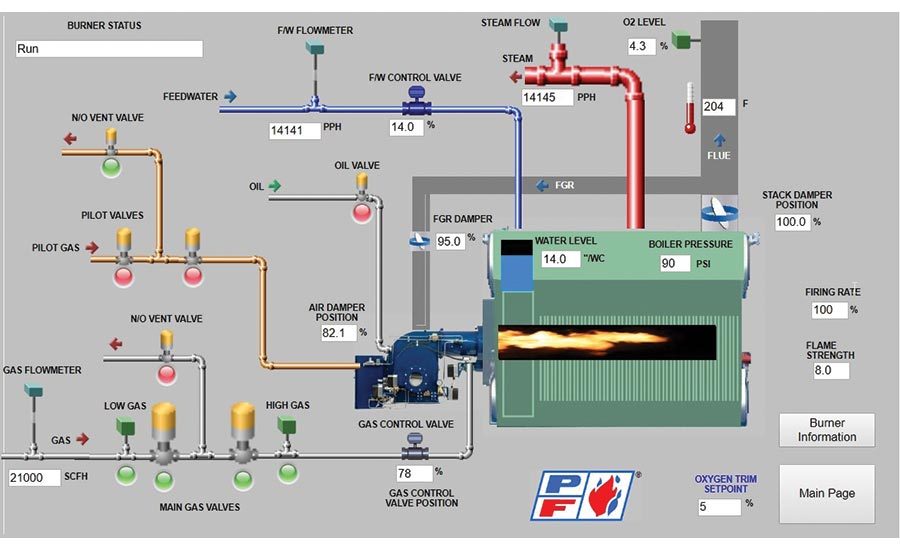
Power Flame Inc. has embraced the fully integrated boiler room with its Director-SCS. We now have the ability to incorporate all aspects discussed within this article into our PLC. We can also custom tailor our PLC platform to meet customers’ unique needs. With configurable safety, parallel positioning, multiple flame detection options, various communications choices, HTML graphics, and affordable pricing, the Director-SCS is quickly becoming the standard PLC platform for Power Flame users. Our PLC is ever-evolving, as we continue to create more advanced and streamlined functionality.
The Director-SCS is also available as a retrofit option for existing equipment, regardless of manufacturer, to bring an antiquated boiler room into the 21st century. The Director-SCS comes standard with a 10-inch touchscreen; draft control; O2 trim; 1,2, & 3 element feedwater options; custom, web-based graphics; integrated lead lag; and other options that can be enabled and disabled depending on the requirement of the system. With a simple Ethernet cable, you can now let all the pieces of boiler room equipment communicate with each other.


